
Oil and gas industry operations cannot control all of the trials and tribulations that may come with exploration and drilling activities. As we will demonstarte below, there are always issues that the industry will face including, among other problems, drill pipe issues. Operators can, however, anticipate common problems and issues and be prepared for them with the necessary equipment and support in case something bad does occur. What types of drill pipe issues and drilling issues may companies encounter?
Below, MSI Pipe Protection Technologies shares information on eight common issues that both land-based and offshore drilling operations face today.
1. Failures in Drill Pipes
Drilling operations may encounter several different types of drill pipe issues and failure. These include the following:
- Twist-off: Occurs when the drill string twists or breaks in two. It can be caused by over tightening the drill string or when high torques are encountered during extended-reach or directional drilling.
- Parting: Caused by excessive tensile stress. This often occurs when an overpull is applied to compensate for pipe sticking.
- Burst or Collapsed Drill Pipes: Caused by excessive internal or external pressure, such as a high mud rate.
- Drill pipe fatigue: Typically seen as microcracks, macrocracks, and fractures in the drill string and piping. Fatigue is most often caused by some combination of cyclic stresses and corrosion.
While it may be impossible to totally eliminate drill pipe issues and failure, there are steps that can be taken to minimize the occurrence and magnitude. For example, fatigue-based failures can be mitigated by reducing cyclic stresses and managing the drilling environment to be less corrosive. Proper handling and inspection of the drill string can also help to prevent drill pipe failures.
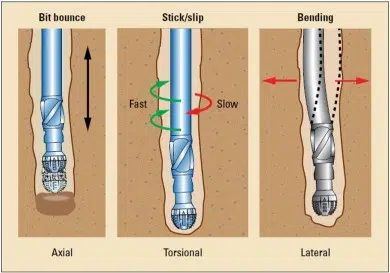
Fig. 1 Failure Analysis of Drill Pipe: A Review
Source: DirectScience.com
2. Cyclic Stress
Cyclic stress occurs in directional wells because the drill string is both compressed and stretched simultaneously. This happens when the drill string is bent along the curvature of the well, so that one side experiences compression and the other tension. This type of structural stress can dramatically shorten a drill pipe’s life expectancy.
To reduce cyclic stress, operators should minimize the severity of any doglegs, thus providing a straighter path for the drill string. It’s also important to try to control drill string vibrations that can exacerbate the structural stress.
3. Corrosion
Drill pipe corrosion is caused by a variety of chemicals in the drilling mud that then interact with the metal in the drill pipe. The most harmful of these chemicals include oxygen, carbon dioxide, and hydrogen sulfide. Dissolved salts and organic acids can also cause corrosive damage to metal drill pipes.
To reduce corrosion, operators can employ corrosive scavengers and work to control the mud pH levels when hydrogen sulfide is present. Changing the chemical composition of drill pipe fluid to remove corrosive chemicals is also advised.
4. Pipe Sticking
Pipe sticking occurs when a pipe can’t be freed and pulled out of the hole without damage. There are two types of pipe sticking issues.
Differential-pressure pipe sticking occurs when some or all of the drill string becomes embedded in mud-cake. To free this type of stuck pipe, operators can try diluting or gasifying the mud weight with nitrogen to reduce the mud-hydrostatic pressure in the annulus. Operators can also apply oil spotting around the stuck drill string.
Mechanical pipe sticking typically occurs when drilled cuttings from the annulus are not fully removed or when borehole instabilities appear. To free mechanically stuck pipe, the cause of the problem needs to be corrected. For example, if the borehole has narrowed, increasing mud weight or circulating fresh water may free the pipe.
Fig. 2 – Differential Sticking. Oilfield Glossary
5. Damaged Drill Pipe Threads
Drill pipe threads can become damaged due to operator error, faulty manufacturing, or adverse drilling conditions. Proper care, use, and inspection of the drill pipe threads are necessary to prevent this type of issue. It’s also necessary to ensure the correct rig alignment and avoid over torque.
Care should also be taken when storing and transporting drill pipe, including using thread protectors and similar products offered by MSI Pipe Protection Technologies.
6. Over Torque
As noted, over torque can cause significant drill pipe thread damage. Over torqueing typically occurs when the drill pipe under torqued before its run down the hole. In these conditions the pipe continues tightening down the hole and can easily be over tightened.
The simple solution to this problem is to always properly tighten the connections to their designated levels – at the table. This requires doing the proper math to determine the optimum make-up torque, but will minimize the risk of over torque and damage to the drill pipe threads.
7. Borehole Instability
Borehole instability describes a hole that does not consistently maintain its size, shape, or structural integrity. An unstable or collapsed borehole is typically caused by overburden or pore pressure, earth movement, or water absorption or dispersion. Unstable boreholes can cause other problems, including stuck pipe, bridges and fill-up, the enlargement of wellbores, and difficulties in logging.
To minimize the risk of borehole instability, drilling operators should use the appropriate borehole fluid and hydraulics, select the right mud weight, determine the proper hole trajectory, and spend the minimal time necessary in the open hole.
8. Lost Circulation
Lost circulation describes the uncontrolled flow of drilling mud into a formation. This typically occurs when the pressure exerted against the formation exceeds the formation’s total pressure. This can happen when formations are cavernous and open fissured, coarse and permeable, naturally or easily fractured, or depleted. Lost circulation can result in an increased mud expense and can even cause subsurface blowouts.
Operators can reduce circulation loss by maintaining the proper mud weight, minimizing annular-friction pressure losses, avoiding restrictions in the annular space, and using appropriate formation pressure and facture gradients. Mud can also be treated with lost-circulation materials.
In the event of lost circulation, operators need to seal the affected zone. This can be done by mixing lost-circulation materials into the mud. In severe cases plugs can be used to seal the zone.
Resolving Issues
Volume II of the Petroleum Engineering Handbook provides a wealth of resourceful information on resolving the eight issues we’ve discussed. However, Chapter 10 of the handbook offers even more detail on how to fix some of the drilling issues that operators face. Learn more below.
PEH: Drilling Problems and Solutions – Chapter 10
Drill Pipe Protection from MSI Also Helps Operators Take Preventative Measures
Operators can also protect their drill pipes and other drilling equipment with the wide range of Guardian™ drill pipe protection products from MSI. Our top-quality products include durable plastic and steel pipe protectors, bumper rings, pipe chocks, and Rhino tubular handling systems. Our products primarily help prevent issues like pipe thread damage, corrosion, and certain pipe failures.
You can conveniently discover more information online. Give us a call toll-free at 1-877-276-9208. MSI Pipe Protection Technologies is an NOV/Tuboscope Company, and we’re proud to help you deliver all day, every day.



